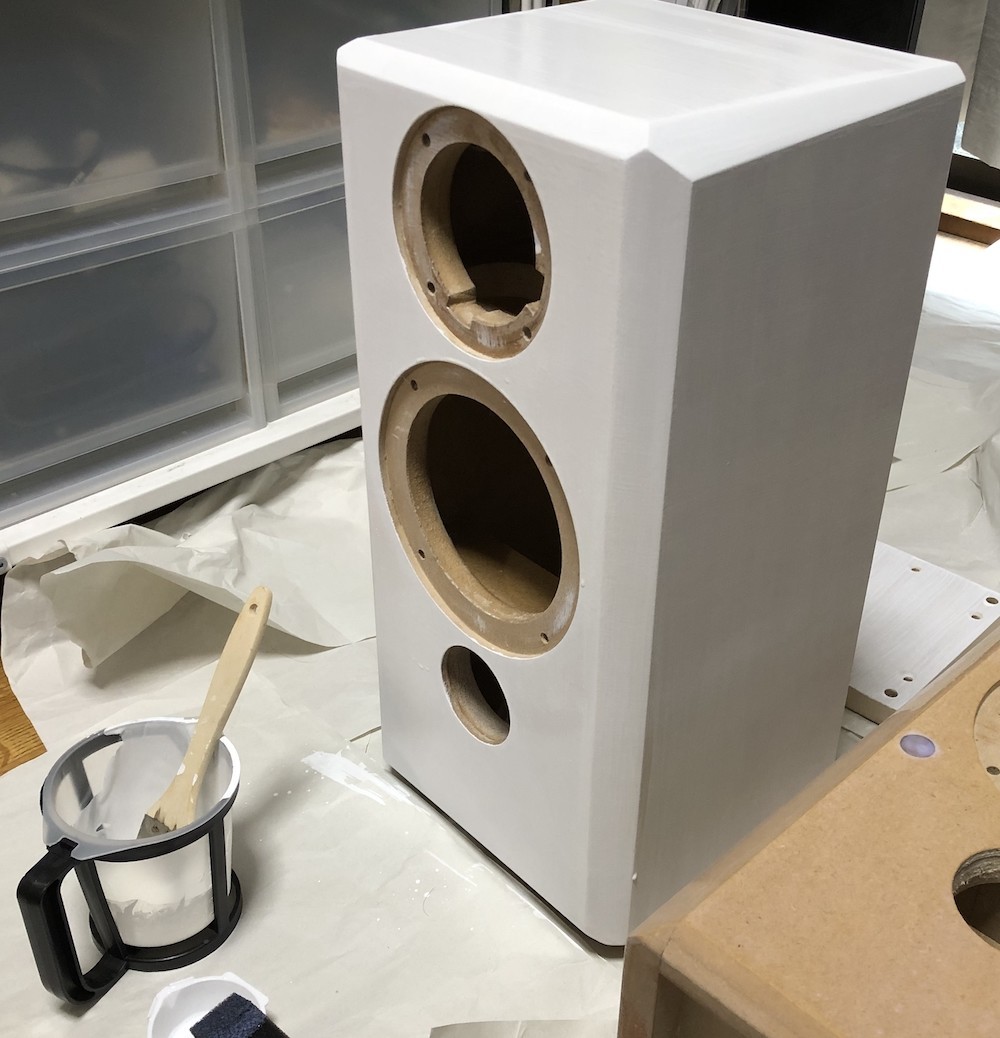
前回の記事で下塗りまで完成したスピーカーの測定を行います。ユニットとマグネットホルダーを取り付けました。
 ユニットを取り付けた姿
ユニットを取り付けた姿
測定にはFar Field測定とNear Field測定があります。まずはFar Field測定を行いました。
測定結果
ウーファー
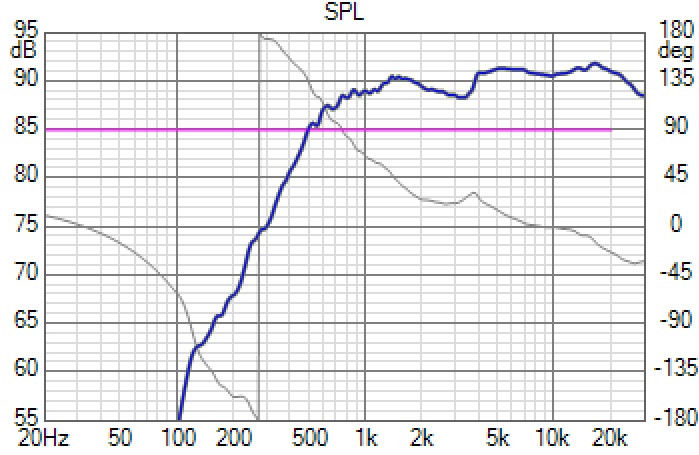
15W/8434G00をエンクロージャーに取り付けた状態での測定結果が以下です。
 ウーファーの測定結果(水平方向)
ウーファーの測定結果(水平方向)
 ウーファーの測定結果(垂直+方向)
ウーファーの測定結果(垂直+方向)
 ウーファーの測定結果(垂直-方向)
ウーファーの測定結果(垂直-方向)
バッフルステップの影響で1kHz付近まで音圧が上がっており、そこから下がっていくような状態です。これは以下のディフラクションの結果と一致します。
 ウーファーのディフラクションのシミュレーション
ウーファーのディフラクションのシミュレーション
200Hz以下の結果がおかしくなっている角度がありますが、このあたりはNearField測定で置換するので、気にしません。
気になるピーク・ディップの原因を探ってみましょう。この記事を書いている時点でNear Field測定も終わっています。その結果からわかることも合わせて書いてあります。
| 周波数 |
種別 |
原因 |
対策 |
| 400Hz付近 |
ディップ |
明確には原因がわかっていません。データシート上には見当たらないディップです。Near Field測定の結果からすると吸音材の量によってはポート出力にこのあたりのピークができることはわかっています。 |
ポート・吸音材の調整で消えるかもしれません。 |
| 1.1kHz付近 |
ディップ |
これはポート出力に出ているピークが原因です。 |
ポート・吸音材の調整で消えるかもしれません。 |
| 1.8kHz付近 |
ディップ |
データシート上でもこのあたりの音圧が下がっています。ユニットの特性かなと思います。 |
特になし。 |
| 6kHz, 8kHz付近 |
ピーク |
ブレイクアップ |
ネットワークでディッピングフィルターを使って抑制します。 |
こうしてまとめると、ポート・吸音材の調整を行えば、もう少しフラットな特性が期待できそうです。
次に指向性について見てみましょう。
 0度を基準としたときのウーファーの相対音圧(水平方向)
0度を基準としたときのウーファーの相対音圧(水平方向)
2.5kHzあたりの浅い角度のところに少し乱れがありますが、許容範囲かなと思っています。
 ウーファーのPolar Map(水平方向)
ウーファーのPolar Map(水平方向)
図は水平ですが、垂直方向を見ても3kHzあたりから深い角度での音圧低下が大きくなっており、クロス周波数は3.5kHzあたりが限界値のように見えます。できれば3kHzあたりでクロスさせたいと感じます。
ツィーター
次にD2608/913000をエンクロージャーに取り付けた状態での測定結果を紹介します。
 ツィーターの測定結果(水平方向)
ツィーターの測定結果(水平方向)
 ツィーターの測定結果(垂直+方向)
ツィーターの測定結果(垂直+方向)
 ツィーターの測定結果(垂直-方向)
ツィーターの測定結果(垂直-方向)
全体的にガタガタした特性ですね...
水平方向では3kHz付近が軸上よりも軸外の音圧が高くなっており、指向性に乱れが生じています。これはデータシートからも読み取れますが、ここまでひどくはないように見えます。下図のようにディフラクションの影響も重なる周波数なので、それが影響しているのかもしれません。
 ツィーターのディフラクションのシミュレーション
ツィーターのディフラクションのシミュレーション
16kHzのあたりに大きなピークがありますね。このピークは軸外特性をみると40度以上では見られなくなっており、ディッピングフィルターをかけるべきか、悩ましいところです。
ウーファーと同様に指向性を見てみましょう。
 0度を基準としたときのツィーターの相対音圧
0度を基準としたときのツィーターの相対音圧
 ツィーターのPolar Map(水平方向)
ツィーターのPolar Map(水平方向)
これらのグラフを見るとやはり2-4kHzあたりに指向性の乱れが存在することと、7kHzあたりから指向性に急激な変化があることがわかります。
たしかにデータシート上もそういった傾向は見られるのですが、特に2-4kHzの乱れは実測の方が大きいように思われます。
先に掲載したツィーターのディフラクションのシミュレーション結果は、角を15mm丸めたときのものです。
実際のエンクロージャーでは側板のみが15mm丸めで、ツィーター上部は3mm丸めになっており、ディフラクションの影響が強く出ると予想されます。
またマグネットホルダーの部分も少し出っ張りがあり、それも特性に悪い影響を与えていそうです。
これらの部分を対策すれば、もう少し特性を改善できる可能性があります。
ガタガタした特定は測定マイクの問題?
ツィーターの特性が非常にガタガタしているのが気になるところです。
測定マイクとしてDayton EMM-6を使っています。このマイクには個体ごとのキャリブレーションファイルが付属するのですが、そのキャリブレーションファイルの特性を見てみましょう。
 マイクのキャリブレーションの特性
マイクのキャリブレーションの特性
特に2kHz以降にかなりのピークディップが見られます。
自作スピーカーと測定 * 冬うさぎの晴耕雨読な日々 * |The long and winding road of the passive crossover network(その15) の記事にも記載があるのですが、キャリブレーションを行うときのマイクホルダーの反射を拾っているのでは?という話もあるみたいです。
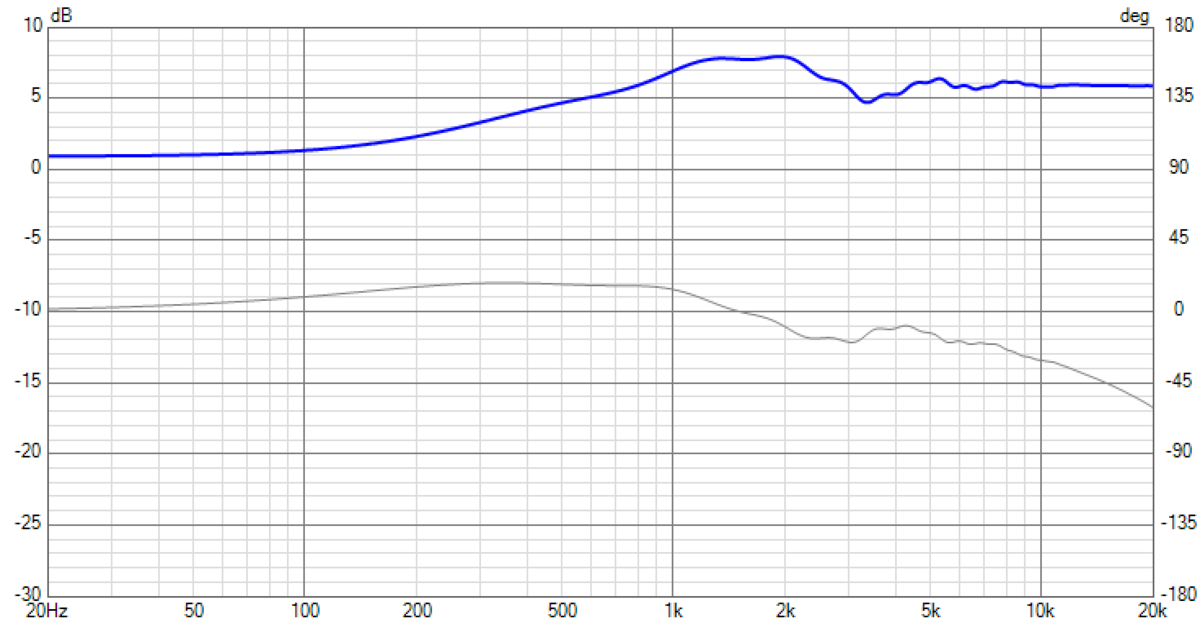
 キャリブレーションファイルの有無での特性比較
キャリブレーションファイルの有無での特性比較
青がキャリブレーションファイル適用ありの時で、赤が適用なしの状態です。
キャリブレーションファイル適用なしの方が素直な測定結果に見えますね...
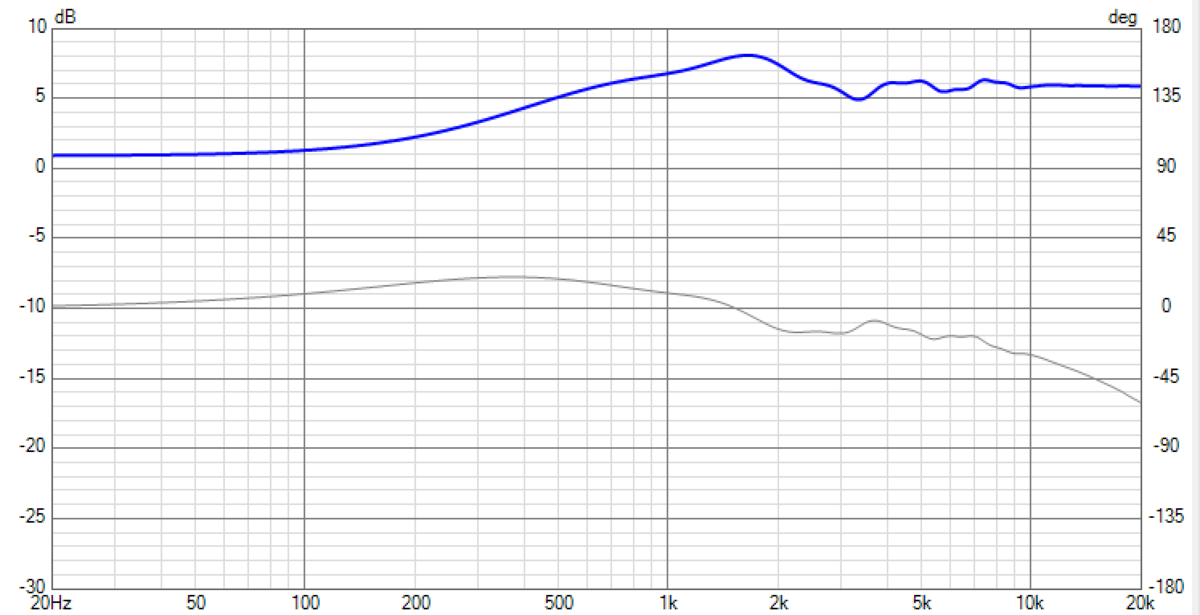
試しに前述の記事にあったキャリブレーションファイルに1/3octのスムージングをかけることを試してみました。
 キャリブレーションファイルのスムージング有無での比較
キャリブレーションファイルのスムージング有無での比較
青がスムージングなしの場合で赤がスムージングありの状態です。たしかに赤の方が尖ったピーク・ディップが減って、特性を読みやすいですね。
自分は他のキャリブレーション済みの測定マイクを所持していないので、これ以上の真偽を確認することはできませんが、より正確な測定を行いたければ、何か対策する必要あるかもしれません。
ウーファーとツィーターのクロスオーバー周波数
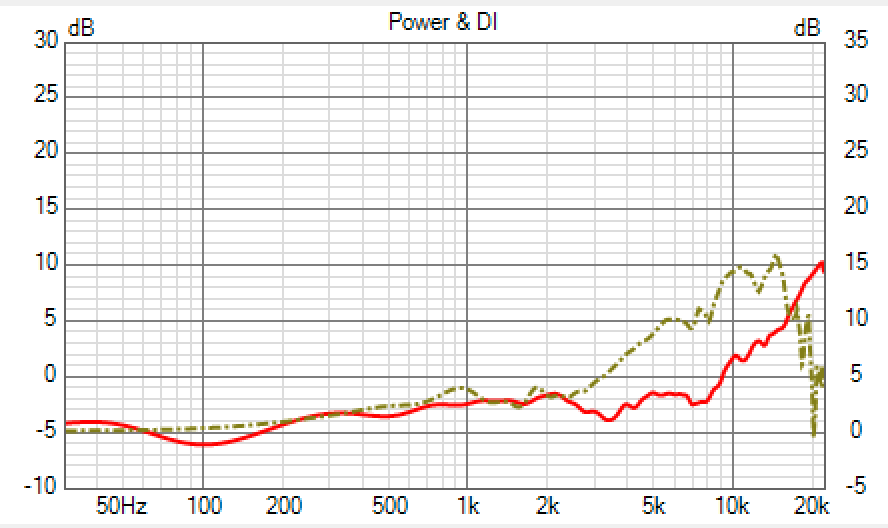
 ウーファーとツィーターのDI
ウーファーとツィーターのDI
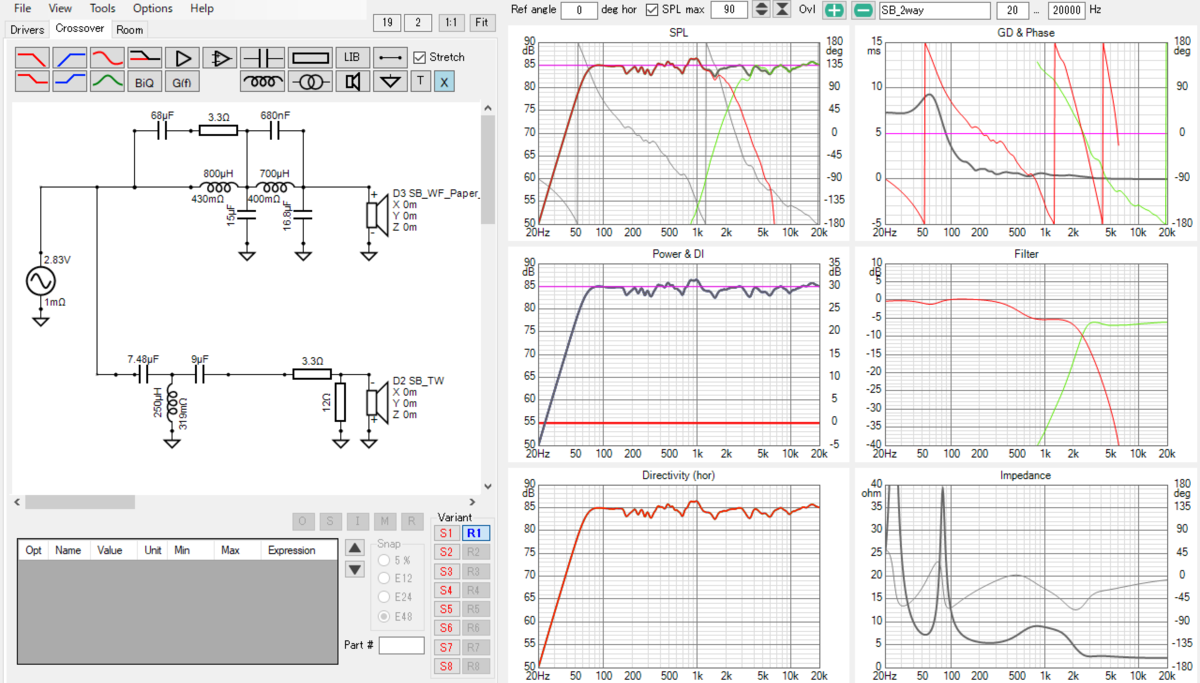
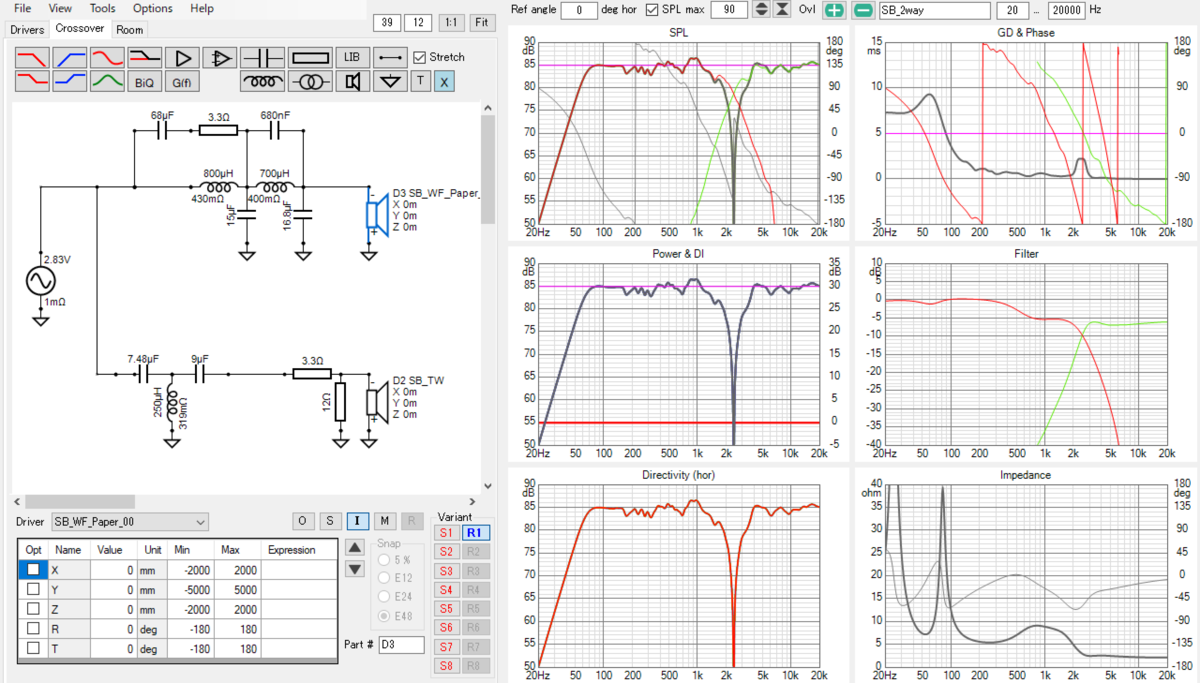
クロスオーバー周波数を決めるにあたりDIを見てみましょう。
DIがだいたい一致しているのは2.5kHzあたりまでで、そこからは乖離が大きくなっています。この傾向から3kHzあたりでクロスするのが良さそうに思えます。
ウーファーは指向性の関係で、クロスオーバー周波数は3.5kHzあたりが限界値のように見えると述べました。またツィーターも3kHz付近に指向性の乱れがあるので、それ以上の周波数でクロスさせたいです。
ところでD2608/913000のデータシートを改めて眺めていると、推奨帯域が3.5kHz以上となっていることに気づきました。
これらの情報から判断するにクロスオーバー周波数は3〜3.5kHzの間に設定するのが良いでしょう。
おわりに
ポートを未調整のままFar Field測定に臨んだ結果、ウーファーの測定結果にかなり影響が出てしまいました。ここは先にNear Field測定を行いある程度調整してからFar Field測定を行うべきだったと後悔しています。
またツィーターの測定結果を見るに、もう少しエンクロージャー側の調整も必要そうです。
- ポートと吸音材の調整を行い、ポート出力の漏れを軽減する。
- マグネットホルダーの部分の落とし込み加工を再度見直して平らな状態にする。
- バッフル上部の丸めを大きくする。
これらが終われば再測定したいと思います。
すでにこの測定結果を使ってネットワーク設計は始めていますが、現状の結果で特性を整えると、複雑なネットワーク回路になってしまうことがわかってきています。
なのでエンクロージャー側でもう少し調整したいです。それで改善できないようであれば、ツィーターを変更することも考えないといけないかもしれません。
次回の記事
Near Field測定を行なってポート長と吸音材の調整を行います。